En la Soldadura por Electrofusión se utilizan fittings específicos provistos en su interior de una resistencia eléctrica en espiral, en donde sus extremos son conectados a terminales (Plug´s) localizados según el diseño en una sección externa a la vista.
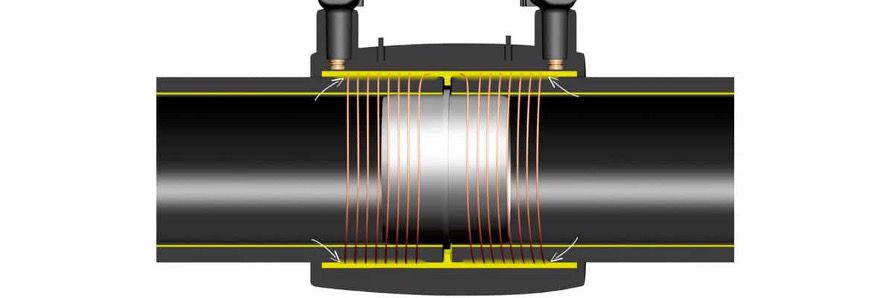
Una fuente de corriente alterna es conectada a los terminales y se aplica una descarga eléctrica de intensidad y tiempo controlados, a través de la resistencia eléctrica, permitiendo por efecto Joule, que la superficie interna del Fitting de EF y externa de la tubería se fundan. Por consecuencia el HDPE de ambas piezas interactúan, y con el cesar de la corriente eléctrica se enfrían naturalmente, formando un cuerpo único.
Es una soldadura muy eficaz y segura, prácticamente independiente del operador, pero bastante dependiente de la limpieza de la conexión y la tubería, de la calidad de la conexión y de la fuente de corriente alterna.
Adicionalmente, los fittings de electrofusión tienen indicadores de fusión (especificaciones técnicas, claramente visibles y definidas en cada etiqueta del fitting) que permiten tener otro indicador de una correcta fusión.

Hoy en día se dispone de sistemas bastante sofisticados, donde las conexiones poseen códigos de barras que son leídos por la máquina de electrofusión, autoprogramándose para la intensidad de corriente y tiempos respectivos para una determinada pieza, disminuyendo prácticamente a cero la posibilidad de error en los parámetros de soldadura.
PROCEDIMIENTO DE SOLDADURA POR ELECTROFUSIÓN
1.- Cortar la tubería en línea con el eje de la tubería, usando sea un arco de sierra manual o una sierra sable con una guía cortadora. Desbarbar los bordes internos con una cuchilla para eliminar rebordes.
2.- Recuperar la redondez de la tubería
3.- Marcar las zonas a raspar (en un extremo el largo de la copla o fitting más un centímetro y el otro extremo la mitad del largo del fitting más un centímetro).
Limpieza:
4.- Raspar las superficies de los extremos de la tubería con el raspador adecuado.
5.- Limpiar el área de fusión (área raspada) con papel gofrado y alcohol isopropílico.
6.- Asegurar que la penetración pueda ser controlada ( por ejemplo, por medio de marcas).
7.- Todas las superficies de la tubería y unión en contacto con el fitting deberán ser limpiadas con anterioridad al inicio del procedimiento de fusión.
Posicionamiento:
8.- El fitting deberá ser empujado en todo su largo sobre uno de los extremos de la tubería.
9.- Ajustar la alineación y encargarse de la correcta posición de los extremos de la tubería.
10.- Revisar las marcas para dejar el fitting correspondiente.
11.- Desplazar el fitting hasta la marca, este deberá desplazarse sin mayor esfuerzo.
Fusión:
12.- Conectar terminales para iniciar la electrofusión.
13.- Leer el código de barra.
14.- Vigilar que el ciclo de fusión se haya logrado en forma correcta con la salida de los testigos del fitting electrofusionado.
Enfriamiento:
15.- Dejar la instalación alineada por el período requerido para su enfriamiento (mínimo 10 minutos)
16.- Verificar si los indicadores de una buena fusión están correctos, de no ser así, se deberá cortar y volver a fusionar.